
 Jezik
Jezik

Dobijte ponudu
Aluminijski rukavci od žičane užadi: čvrstoća na stiskanje, dimenzioniranje i načini kvarova
Aluminijski rukavac stvara hladno zavarenu mehaničku vezu, a ne samo točku uklještenja
A žičano uže aluminijski rukavac , properly known as a swage sleeve or ferrule, functions as a termination fitting that permanently secures the end of a wire rope into an eye or splice. When compressed with the correct swaging tool, the ductile aluminum material deforms plastically around the individual wire strands, flowing into the valleys between them and creating a hladno oblikovana mehanička blokada koja ravnomjerno raspoređuje vlačno opterećenje preko svake niti u poprečnom presjeku užeta . Ispravno nabijena čahura na žičano uže od pocinčanog ili nehrđajućeg čelika pomoću ovalne aluminijske čahure postiže čvrstoću držanja od 85% do 90% minimalne prekidne čvrstoće žičane užadi kada su duljina rukavca, unutarnji promjer prije prešanja i specifikacija kompresije nakon pritiska zadovoljeni. The aluminum alloy used—typically 5052 or 6061 in wrought form or A380 in cast form—is selected for its combination of ductility during compression, corrosion compatibility with the wire rope material, and work-hardening behavior that increases the sleeve's post-swage strength to resist the hoop stress exerted by the loaded rope strands attempting to pull free.
Ovalni rukav i graničnik: dvije različite komponente za različite funkcije
Izraz aluminijski rukavac od žičane užadi obuhvaća dvije funkcionalno različite vrste hardvera koji se često brkaju. An oval sleeve, also called a Flemish eye sleeve, has an elongated oval profile with two parallel internal bores that accept both legs of a wire rope loop . It is swaged across its width, compressing both bores simultaneously, and is the primary load-bearing termination for creating a permanent eye at the end of a wire rope. A stop sleeve, by contrast, is a short cylindrical aluminum tube with a single through-hole, swaged directly onto a single wire rope leg to create a mechanical stop—such as the retainer that prevents a wire rope from pulling through a pulley block or the stop that secures the tail of a wire rope after it passes through an oval sleeve. Confusing the two and using a stop sleeve where an oval sleeve is required for load-bearing termination will result in a connection that fails at manje od 40% prekidne čvrstoće užeta jer granična čahura zahvaća samo jednu nogu i nema uravnoteženu raspodjelu opterećenja ovalnog dizajna s dva provrta.

Protokol određivanja veličine i posljedica neusklađenosti
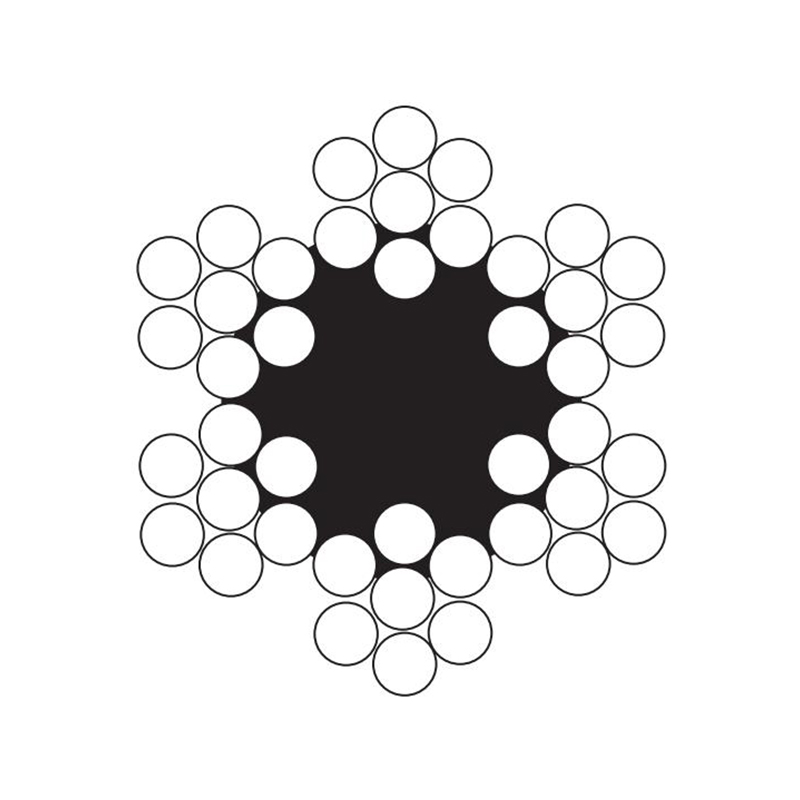
Aluminijska čahura dimenzionirana je na određeni promjer žičane užadi s iznimno uskim prozorom tolerancije. Unutarnji promjer provrta rukavca prije utiskivanja mora biti 0,2 do 0,5 milimetara veći od nazivnog promjera užeta kako bi uže moglo proći bez zaglavljivanja, ostavljajući minimalni prazni prostor koji aluminij mora ispuniti tijekom kompresije. Navlaka koja je za jednu veličinu prevelika neće se dovoljno stisnuti na niti užeta; the aluminum will reach its compression limit before it has flowed fully into the strand interstices, leaving internal voids that act as stress concentration points and reduce holding strength by up to 30%. A sleeve that is one size too small cannot be threaded onto the rope without strand damage, and forcing it causes individual outer wires to displace and kink, creating a weakened cross-section at the exact point where the termination applies its highest stress. Sleeve sizing charts published by manufacturers match each rope diameter to a specific sleeve part number, and the sizing is specific to the rope construction—a 6x19 fiber-core rope and a 7x19 independent-wire-rope-core rope of the same nominal diameter may require different sleeve specifications because the actual outside diameters differ slightly due to the different strand packing geometries.
Pregled prije sabijanja i pravilo o duljini repa
Prije kompresije, rep čeličnog užeta koji strši iz rukavca mora biti dovoljno dugačak da omogući vizualnu provjeru da uže nije skliznulo tijekom savijanja. Standardno pravilo je a minimalna duljina repa jednaka je jednoj duljini rukava za ovalne rukave i dva promjera užeta za zaustavne rukave . Nakon savijanja, ako se rep uvukao u rukavac, uže je skliznulo tijekom kompresije i završetak se mora odrezati i ponovno izraditi. The tail also provides the material for a secondary safety measure: on critical lifting applications, the tail is often served with wire or fitted with an additional stop sleeve as a backup retainer.
Zahtjevi za alat za savijanje i odluka ručni alat protiv hidraulike
The compression of a wire rope aluminum sleeve requires a swaging tool that applies controlled, parallel-sided compression to a specified after-swage dimension. Rezač vijaka iz trgovine hardverom ili čekić i probijač ne mogu proizvesti sigurno utiskivanje. Minimalni prihvatljivi alat za ovalne rukavce na žičanom užetu promjera do 5 milimetara je ručni alat za savijanje s čeljustima od kaljenog čelika strojno obrađenim na ispravan profil nakon kompresije . Ovi alati su dizajni složenih poluga koji umnožavaju silu ruke u nekoliko tona pritiska kompresije na stranama čeljusti. For rope diameters above 5 millimeters, a hydraulic swaging press with interchangeable dies is required to generate the consistent 8 to 15 tons of force needed to fully compress the aluminum sleeve into the rope structure. The critical quality indicator for any swaging tool is its ability to produce a repeatable after-swage dimension—typically specified as a gauge measurement across the compressed sleeve at its widest point—and a tool whose jaws are worn, sprung, or mismatched to the sleeve size will produce an under-compressed sleeve that appears visually acceptable but fails below the rated load.
Mjerač Go/No-Go i verifikacija naknadnog skidanja
After compression, the swaged sleeve must be checked with a go/no-go gauge supplied by the sleeve manufacturer or specified on the manufacturer's data sheet. Mjerač potvrđuje da je compressed width of the sleeve falls within the acceptable range—typically plus 0.2 millimeters and minus 0.1 millimeters from the nominal after-swage dimension . Navlaka koja mjeri preveliku veličinu na mjeraču je nedovoljno stisnuta i neće razviti punu snagu držanja. A sleeve that measures undersize has been over-compressed, which can crack the aluminum or crush the internal wire rope strands, creating a failure initiation point. Provjera mjerača nije izborna za bilo koju primjenu podizanja, postavljanja ili sigurnosno kritičnu primjenu; to je jedina objektivna provjera da je prešanje obavljeno ispravno.
Standard dvostrukih rukava za aplikacije dizanja
Industry standards for wire rope slings and lifting assemblies, including ASME B30.9 and EN 13411-3, require that a Flemish eye splice terminated with aluminum oval sleeves use a minimum of one sleeve for wire rope diameters up to 6 millimeters, two sleeves for diameters from 6 to 12 millimeters, and three sleeves for diameters above 12 millimeters . The sleeves are spaced evenly along the tail, with the first sleeve positioned as close to the eye throat as practical and subsequent sleeves at intervals of approximately one sleeve length. Zahtjev više rukava nije redundancija sama po sebi; it addresses the fact that a single sleeve concentrates the entire tensile load at one point, and if that sleeve is compromised—by a manufacturing defect, corrosion, or an off-spec swage—the entire termination fails without warning. Multiple sleeves distribute the load and provide progressive failure indication: if the first sleeve begins to slip, the load transfers to the second sleeve, and the tail protrusion from the first sleeve will visibly change, alerting an inspector to the developing failure during a routine examination.
Razmatranja korozije i galvanska kompatibilnost aluminija i čelika
An aluminum sleeve in contact with steel wire rope creates a galvanic couple in the presence of an electrolyte, such as rainwater, salt spray, or industrial atmospheric moisture. Aluminij je anodan prema čeliku na galvanskoj seriji, što znači aluminijski rukavac će prvenstveno korodirati kako bi zaštitio čelično žičano uže . U suhim unutarnjim primjenama ovaj galvanski učinak je zanemariv i rukavac će trajati duže od užeta. U morskom okruženju, obalnim vanjskim instalacijama ili postrojenjima za kemijsku obradu, stopa galvanske korozije dramatično se ubrzava. Ublažavanje za ova okruženja uključuje odabir anodiziranih aluminijskih rukavaca s minimumom Anodizirani sloj od 15 mikrona koji električno izolira aluminij od čelika , applying a zinc-rich primer to the swaged assembly before placing it in service, and reducing the inspection interval to detect sleeve wall thinning before it compromises the termination's strength. Stainless steel sleeves—available in 304 or 316 grade—eliminate the galvanic corrosion problem entirely when used with stainless steel wire rope, at the cost of requiring higher swaging forces due to stainless steel's greater yield strength compared to aluminum.
Uobičajeni načini kvarova i identifikacija polja
Završeci aluminijskih rukavaca žičane užadi otkazuju zbog ograničenog broja predvidljivih mehanizama, svaki s vidljivim indikatorima. Najčešći kvar je izvlačenje užeta, gdje žičano uže klizi kroz komprimirani rukav pod opterećenjem, ostavljajući rukav na mjestu na sada odvojenom repu . To ukazuje na nedovoljnu kompresiju, rukavac pogrešne veličine ili kontaminiranu površinu užeta koja je spriječila aluminij da uhvati žice. The second mode is sleeve fracture, where the aluminum cracks longitudinally along the compression axis, usually from over-compression that exceeded the aluminum's ductility limit. The third is fatigue failure of the wire rope at the sleeve exit point, caused by a sharp transition between the rigid sleeved section and the flexible free rope, creating a bending stress concentration. This failure mode is mitigated by using a thimble in the eye, which provides a controlled bend radius and reduces the cyclic bending stress at the sleeve-rope interface. The fourth mode is corrosion-induced sleeve wall thinning, where the aluminum sleeve loses cross-sectional area until the remaining wall can no longer contain the rope's radial expansion under load, leading to sleeve splitting. Svaki od ovih načina kvara ostavlja dijagnostički dokaz koji nadležna inspekcija može identificirati prije nego što dođe do katastrofalnog kvara.
| Način neuspjeha | Vizualni indikator | Glavni uzrok | Prevencija |
|---|---|---|---|
| Izvlačenje užeta | Smanjena protruzija repa, kretanje užeta | Nedovoljna kompresija, pogrešna veličina rukava | Ispravno dimenzioniranje, provjera mjernog profila ide/ne ide |
| Prijelom rukavca | Uzdužna pukotina duž rukavca | Prekomjerna kompresija | Kalibriran alat, mjerač naknadnog pritiska |
| Umor na izlazu iz rukava | Slomljene žice na rubu rukava | Oštar prijelaz zavoja, bez naprstka | Koristite naprstak, provjerite izlaznu točku |
| Korozivno stanjivanje stijenki | Udubina, bijeli oksid, smanjeni promjer rukavca | Galvanska korozija u mokrom okruženju | Anodizirani rukavci, cink temeljni premaz, pregled |
Žičano uže od nehrđajućeg čelika i posebna kutija za aluminijske rukave
When aluminum sleeves are used on stainless steel wire rope, the combination introduces specific considerations beyond those for galvanized rope. Žičano uže od nehrđajućeg čelika ima a glatkija završna obrada površine i manji koeficijent trenja od pocinčanog užeta , which means the aluminum sleeve must achieve a deeper mechanical interlock into the strand geometry to compensate for the reduced friction component of the holding force. To se postiže određivanjem nešto manjih dimenzija naknadnog utiskivanja za nehrđajuće uže nego za pocinčano uže istog promjera, čime se učinkovito povećava postotak kompresije kako bi se aluminij potisnuo dublje u doline užeta. Osim toga, galvanski potencijal između aluminija i nehrđajućeg čelika je približno 0,5 volta u morskoj vodi, u usporedbi s 0,3 volta između aluminija i ugljičnog čelika , što znači da će aluminijska čahura na nehrđajućem užetu u morskom okruženju korodirati mjerljivo brže nego ista čahura na pocinčanom užetu. Strategija anodiziranog rukavca s temeljnim premazom od cinka postaje obvezna, a ne izborna, za kombinacije nehrđajućeg aluminija i aluminija u vanjskim ili pomorskim uslugama.
Alternativni materijali rukava i opcije bakra i cinka
Aluminij nije jedini materijal rukavca koji je dostupan za završetak žičane užadi, a određene primjene imaju koristi od alternativnih materijala. Bakreni rukavci, specificirani kao C12200 fosfor-deoksidirani bakar, standard su za žičanu užad koja se koristi u rudarstvu i eksplozivnim atmosferama jer bakar ne stvara iskre kada se udari ili haba . Bakrene čahure zahtijevaju približno 15% veću kompresijsku silu od aluminijskih čahura iste veličine zbog veće granice razvlačenja bakra, a proizvode završetak sa čvrstoćom držanja koja se može usporediti s aluminijskom kada se pravilno savije. Cinkovi rukavci, proizvedeni od legure cinka visoke čistoće, specificirani su za podvodne i podvodne primjene gdje cink ima dvostruku funkciju i kao mehanički završetak i kao žrtvena anoda koja štiti žičano uže od korozije. Cinkova čahura se namjerno troši tijekom vremena, a debljina njezine stijenke određena je s dopuštenjem za koroziju koja osigurava da mehanički završetak ostaje funkcionalan tijekom projektiranog vijeka trajanja instalacije. Čahure od nehrđajućeg čelika, kao što je navedeno, izbor su za sklopove užadi od nehrđajućeg čelika u korozivnim okruženjima i za opremu prehrambene, farmaceutske i čiste sobe gdje je prašina aluminijeva oksida od korozije čahure neprihvatljiva.
Uloga naprstka u zaštiti rukava i užeta
Naprstak je metalni ili plastični umetak s žljebovima koji se nalazi unutar ušice završetka žičane užadi prije nego što se čahura savije. Njegova je funkcija da održavati kontrolirani radijus savijanja na unutarnjoj krivulji ušice i spriječiti da žičano uže bude ravno zgnječeno nosećom površinom na što god je ušica pričvršćena . Za završetke aluminijskih rukavaca, naprstak ima dodatnu kritičnu funkciju: sprječava savijanje niti užeta na grlu oka pod opterećenjem, što bi stvorilo koncentraciju naprezanja neposredno uz rukavac i dovelo do preranog kvara žice zbog zamora. Standardni naprstak za dati promjer užeta osigurava a minimalni polumjer savijanja od 2,5 do 3 puta veći od promjera užeta kod oka grlo. Bez naprstka—konfiguracija koja se naziva meko oko—uže se savija oko mnogo užeg radijusa nametnutog pričvrsnom iglom ili okovom, a žice s unutarnje strane zavoja stisnute su iznad svoje granice elastičnosti u prvom ciklusu opterećenja, trajno oštećujući uže na njegovoj najopterećenijoj točki. Mekana ušica s aluminijskim završetkom rukavca prihvatljiva je samo za nekritične statičke primjene gdje se uže nikada neće približiti granici radnog opterećenja i gdje se zamor ne uzima u obzir prilikom servisiranja.
Srodni proizvodi
-
 Prikaži više
Prikaži više
-
 Prikaži više
Prikaži više
Vruće pocinčane naprstke od žičane užadi za teške uvjete rada
-
 Prikaži više
Prikaži više
Galvanizirani DIN 6899 naglavci od žičane užadi tipa B
-
 Prikaži više
Prikaži više
Bešavni aluminijski okrugli rukavci za završetak žičane užadi
-
 Prikaži više
Prikaži više
EN 12385-4 klasa 6×7+FC čelično žičano uže – žičano uže s jezgrom od vlakana visoke čvrstoće
-
 Prikaži više
Prikaži više
Aluminijski prstenovi za žičanu užad (DIN 3093 / EN 13411-3 standard)
Kontaktirajte nas
-

-
 +86-13395162883 / +86-0510-86361180
+86-13395162883 / +86-0510-86361180 -
 No. 25 Xizhang Road, Changshou Village, Zhouzhuang Town, Jiangyin City, Wuxi City, Jiangsu Province, Kina
No. 25 Xizhang Road, Changshou Village, Zhouzhuang Town, Jiangyin City, Wuxi City, Jiangsu Province, Kina

- Brze veze
- Kategorije proizvoda
- Žičano uže
- Priključci od žičane užadi
- lanac
- Pribor za žičanu užad
- Vrste pakiranja

Pošaljite nam poruku odmah!
